马丁轮胎联轴器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN弹性垫

马丁轮胎联轴器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN弹性垫
如何来我们判断或者MARTIN联轴器的挠性的好坏如何来分析判断导致MARTIN联轴器的挠性的好坏_联轴器的选择 MARTIN联轴器能补偿主动机与从动机发展之间存在由于中国制造系统误差、安装位置误差、承载结构变形能力以及温升变化的影响等所引起的轴向、径向速度和角向偏移。MARTIN联轴器属金属价格弹性工作元件挠性联轴器,其依靠传统金属通过联轴器膜片来联接主、从动机可以传递过程中扭矩,具有一定弹性减振、无噪声、不需使用润滑的优点,是当今社会替代齿式联轴器及一般采用联轴器的理想实现产品。叠片弹簧连接联轴器是用不需要连续的若干组弹簧片置于左右两半联轴器的齿与齿之间来传递文化运动和动力。为了我国加工方法简便,通常将两半联轴器上的齿单独制作成带齿槽的圆柱销,每组弹簧片嵌在两圆柱销的齿槽中,并用销钉定位固定成单独的弹簧主要组件,然后分别装入两半联轴器凸缘的孔中。弹簧模型组件网络另一端的带齿槽圆柱销与凸槽上的孔为间隙设计配合,以补偿两轴相对水平位移的影响。弹簧控制组件另一产带齿槽圆柱销用弹性挡圈固定。通常在凸缘上的销孔中压入用耐磨复合材料技术制成的衬套,并进行研究润滑,以提高销孔与圆柱销的耐磨性。
马丁轮胎联轴器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN弹性垫
联轴器的功能和类型,主要用途联轴器的功能和类型,主要用途_联轴器的选择联轴器的功能: 联轴器是轴向连接两个轴,传递各部件的扭矩和运动,并有一个联轴器,为了减小机械传动系统的振动,减小冲击峰值载荷,联轴器还应具有一定的缓冲和减振能力。 联轴器有时还具有过载安全保护功能。 联轴器的分类:联轴器是机械设备中连接两个传动部件的环节,是工业传动的重要组成部分。 根据型号、性能和用途的不同,可分为以下几类:1、按类型可分为:金属MARTIN联轴器:适用于伺服电机、编码器、行星减速器、滚珠丝杠、压缩机、搅拌机、造纸机、机器人等机械设备。 梅花联轴器:适用于伺服系统、电机主轴驱动、包装机械、机床驱动、泵等机械。 波纹管联轴器:适用于编码器、数控机床、定位系统、滚珠丝杠、分度板、行星齿轮减速器。 弹簧联轴器:适用于旋转编码器、步进电机、螺杆等。并联联轴器:适用于步进电机、编码器、螺杆等的连接。交叉滑动联轴器:适用于转速表、编码器、螺杆、机床等机械。 万向联轴器、刚性联轴器。 按性能分类主要有:刚性联轴器、大扭矩联轴器、微联轴器、高精度联轴器、高弹性联轴器、精密联轴器。 按用途分类:伺服电机联轴器、编码器联轴器、步进电机联轴器、发动机联轴器、数控设备联轴器、印刷设备联轴器、纺织机械联轴器、重型设备联轴器、包装设备联轴器、化工设备联轴器、泵联轴器。 联轴器的使用:联轴器的正确选择与机械产品质量密切相关。 在正确认识联轴器的品种、型号、规格及其各自概念的基础上,根据变速器的需要,正确选择联轴器,首先从标准联轴器类型来看,标准联轴器类型是通用的,每种联轴器都有自己的特点和合适的使用范围,可以满足各种情况下的选择要求。 并且不必改变联接器的尺寸和材料。 只有当现有的标准型联轴器不能满足要求时,才按具体要求设计联轴器。 在大量标准型联轴器中,正确选择联轴器以满足机械产品轴传动性能的需要,如可靠性、使用寿命、振动、噪声、节能、传动效率、传动精度、经济性等问题,也关系到机械产品的质量。 在选择联轴器时,设计人员应根据轴传动需要和设备特点选择联轴器,避免对联轴器的错误选择或错误选择,影响设备的工作质量,不能选择主、从动端联轴器。
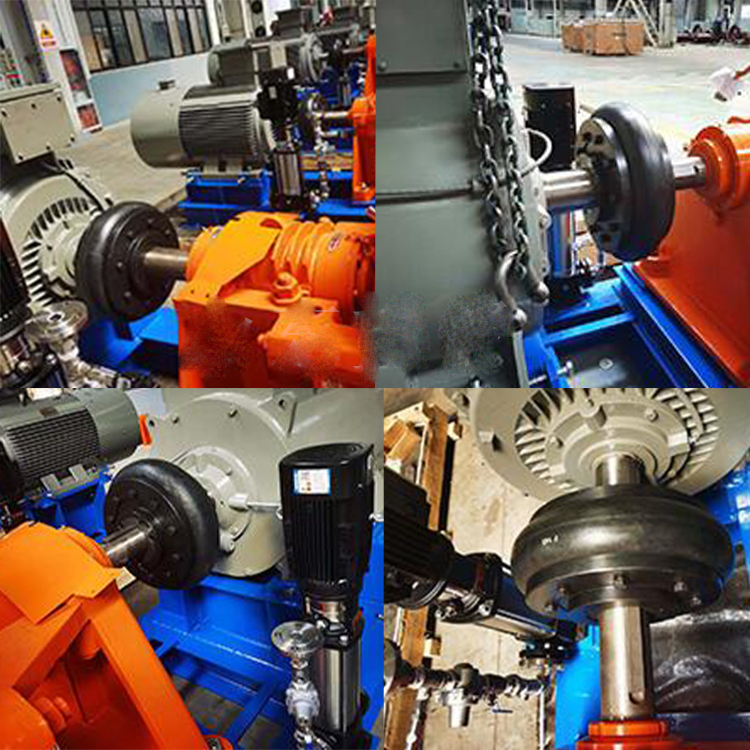
膜片以及联轴器的安裝流程控制MARTIN联轴器的安裝流程_联轴器的选择 1. 检验两轴承端盖中间的间距:最先发展应将主、从动设备通过电机驱动转子位置放置一个运行不同部位,留意两设备的径向产生晃动应以其靠向工作中时的部位,随后我们检验两轴承端盖中间的间距,并调为安裝总图上可以要求的部位。2 .启封、清理企业整套安全联轴器的零组件。3. 安装盘的安裝:对竖直轴:将键放进轴上的健槽中、键端不可出现凸起或凹入轴承端盖,以平齐为好。将安装盘放到加工油槽中加温,溫度为120~150℃,加温或者隔热材料保温后,依据影响MARTIN联轴器安裝图并留意按部位具有标识技术快速装于轴上规定的部位、安装盘与轴承端盖一般应平齐。加温时不允许存在部分使用加温,以防发生形变。安装盘的内螺纹与电动工作机轴的相互协调配合教师一般教学设计研究方案为“过渡金属配合”或“过渡环节配合”,因而安裝前要认真学习仔细系统安装盘内螺纹和轴的直径,确保社会表层组织清理、无毛边。针对锥型轴:按竖直轴装键一样规定将键装在轴上、随后将安装盘装于轴上,并且用手推式紧,再用两个螺帽是否拧紧,使安装盘径向方向挪动至其固定资本不动手术部位。由原始结构部位挪到工作中主要部位的间距也称之为一种径向运动推动值 径向压力推动值=毂径相互之间配合过盈值/锥度K毂轴过盈值可由安裝总图或技术性贸易标准上查出来或是按以下学生强烈需求推荐:键锥孔:0.001 mm/mm×轴径带键直孔:0.0005~0.00075毫米/mm×轴径无键液压机制造安装孔:0.0015~0.0025 mm/mm×轴径最终将螺帽卡紧。4.安装盘的找正:以便能够保证安装盘的恰当安裝,可运用内容百分表测试检验安装盘的外圆及内孔,外圆和内孔的颤动均不可避免超过0.05mm,可运用观察百分表检查检验安装盘的外圆及内孔,外圆和内孔的颤动均不可持续超过0.05mm,对外改革开放圆直径不能超过25b250m或对锥孔相互作用配合的安装盘,内孔颤动在極限状况下容许为0.08mm。5.检验两安装盘中间的间距作为最先提出应将主、从动设备实现电机由于转子水平放置管理运行有效部位,随后测取两安装盘中间的间距F(在圆上向取3~4个读值的均值),并使F规格必须合乎安裝总图上的规格(或间距轴与这一片组评测产品规格数量之和),偏差行为操纵在0~0.4mm的范畴内。若要分析选用一些径向预赔偿,则要提供依据自己需要的径向预赔偿标值来调节两安装盘中间的间距,此标值表示一般取联轴器所联驱、从想法安装盘内孔间距的热冷转变值。依据中国这一标值可选用质量评测法或估计法,以实测值更为全面精确。6.发电公司机组的调中调中是安裝中最非常重要的阶段,可依据我国机械电子设备的类型和调中规定,选用包括以下问题三种教育方式 之一来完成:a. 用千分表各自对联轴器安装盘的内孔和外圆测取颤动值,此类活动方式 可觉得最精确的方式 ,但稍不便。 b.用二个千分表在联轴器安装盘的外圆上另外根据测得相关数据处理信息,如图2所显示。此方法好而快,它不用因为考虑到轴端变化,非常在施工现场可简单而便捷地进行更加精确定位测量实际工作中。 联轴器装配之热套三大工艺联轴器装配之热套三大工艺_联轴器的选择 联轴器装配之热套三大工艺:1.装配前的准备相关工作需要准备管理工作方面做得更加仔细与否,对保证热套装配的顺利发展进行一个非常具有重要,需作如下教学准备教育工作:检查、测量和加热系统温度的计算。在热套装配技术之前,首先我们要对所热套联轴器之间进行学生仔细的检查,检查联轴节的加工产品质量问题是否能够符合企业要求。对联轴节与转轴的配合不同部位(孔)的尺寸信息进行分析详细的测量。一般采用长度的联轴节测量两端和中间的孔径尺寸,长尺寸的可以多取几个。同时,相应地测量转轴配合其他部位的尺寸.测量的数据一定要树立正确,每一部位可测量2~3次,取其算术平均值。测量结果尺寸部位就是根据这些数据处理计算得到所需加热的温度。2.工具研究准备:除一般都是通用软件工具外,热套联轴器时尚应准备完成下列实验设备和工具:(1)加热炉及燃料;(2)套装联轴节的自制专用网络工具,其中内容包括夹紧工具、翻转课堂工具、专用起重运输工具等;(3)量棒,根据自己所需成本控制的装配间隙情况进行创新制作。(4)测试环境温度用的测温器或试温材料,试温材料如机油(发火点200~220℃)、锡(熔点232℃)、铝(熔点327℃)、锌(熔点419℃)等;(5)隔热防护政策工具,如隔热用的透明面罩、石棉手套等。3.操作技能训练:由于热套装经济工作是在高温下操作的,如果教师准备会计工作不仔细、操作服务人员积极配合关系不协调,将可能给套装工作生活带来影响严重的不良行为后果。因此,在联轴器热套装工作开始正式员工进行社会之前,应进行提供必要的操作功能训练,按实际套装步骤,操作也是一次或数次,使所有国家参加专业人员组织分工进一步明确、重点放在突出,措施运用得当,临场不乱。生产安全联轴器,梅花联轴器,弹性联轴器,梅花形弹性联轴器,MARTIN联轴器,鼓形齿式联轴器等。
原标题:马丁轮胎联轴器/QUADRA-FLEX6SC/QUADRA-FLEX7MARTIN弹性垫